当社の特徴
生産技術力・製造技術力
専門集団の生産技術力・製造技術力
ねじの製造を始めて60年余。その生産技術力・製造技術力をご紹介します。
ボルトもナットも製造できる理由がここにあります。

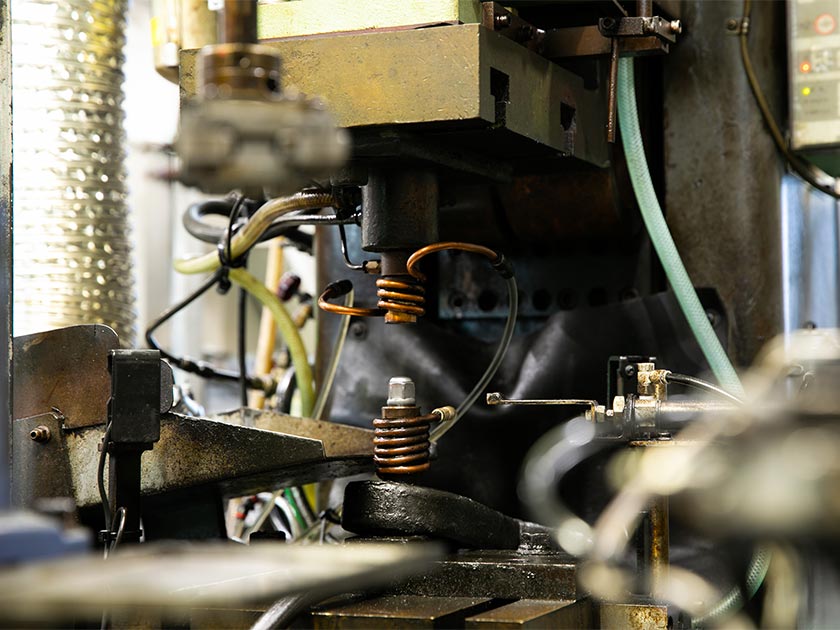
「圧造」も「切削」も「溶接」もできる製造力複合加工や広い視野での工程設計が可能
ねじの製造に必要な「圧造」も「切削」も「溶接」もできる製造ノウハウを備えています。それらを合わせた「複合加工」が可能です。
圧造+切削+溶接⇒複合品
それぞれの加工技術の蓄積があるから、それぞれの加工特性を活かして工程設定できます。

たとえば
- case精度要求が厳しい製品の製造
-
【問題点】
「圧造加工」だけで製造した場合、金型への負荷が高くなり、金型寿命の低下・設備停止の増加でコストアップと品質低下も考えられました。
【解決案】
「圧造加工」を「切削加工」に切り替えて製造することで、金型への負荷を軽減し、圧造コストを削減します。
トータルコストの削減と品質を向上させ、金型・素材に優しい加工を実現します。

様々な加工ができる設備

パーツフォーマ―
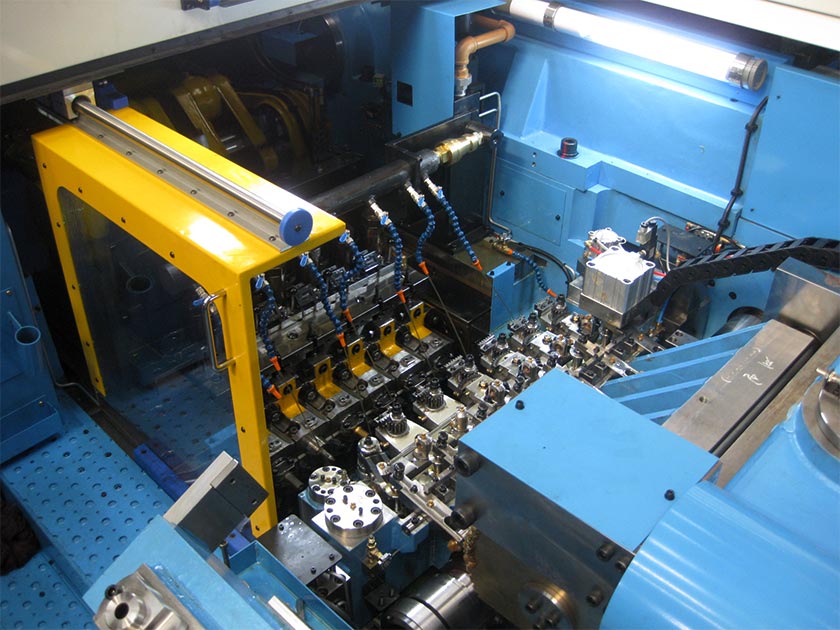
パーツフォーマ―
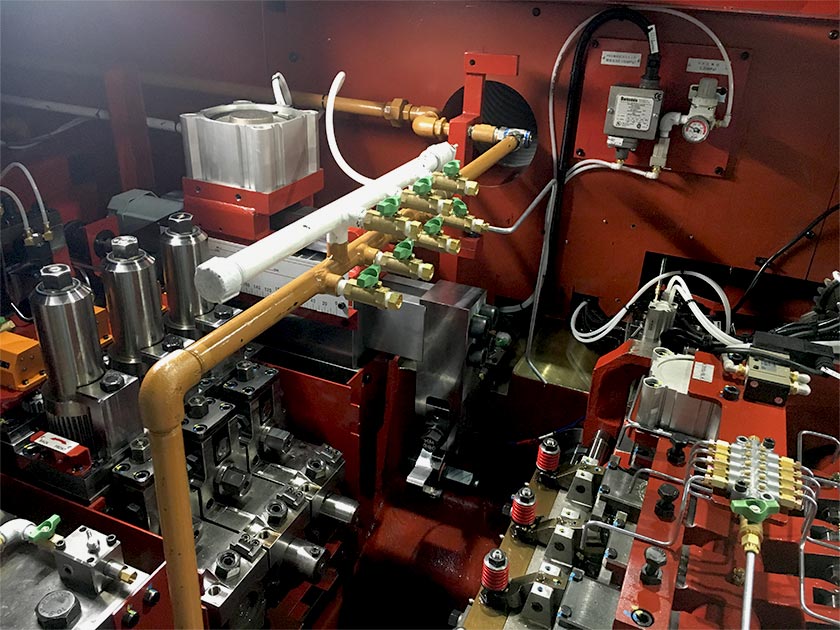
ヘッダー

ヘッダー

NC旋盤

ローリング

TIG溶接機
プロジェクション溶接機

タッパー
一貫加工に対応材料の調達から完成品検査まで
材料の調達から、完成品検査まで一貫加工に対応できます。
一貫することで加工リードタイムの短縮や、加工条件設計の短縮を可能にします。

たとえば
- 加工に適した材料の選定
- 材料に適した加工条件の設定
- 一貫加工するから、工程間のリードタイムの削減が可能
- 一貫加工することでトレーサビリティを確保、品質管理を実現

- 一貫加工例
- 圧造
- タップ
- スポット溶接(→めっき)

-
フォーマーでナット作成、タップでネジ切。
スポット溶接でキャップを溶着して完成。日本で最初にJIS3形キャップナットを製造した実績。自動車から建築まで、幅広い分野で活躍する実績と信頼のキャップナットです。
- 一貫加工例
- 圧造
- タップ
- 転造(→めっき)

-
フォーマーでナット形状を成形後、タップでネジ切。
その後、特殊八角形形状のローレット部を転造で成形。異形状である特殊八角形形状を圧造で加工するノウハウ。ローレット部を転造で加工するノウハウ。当社のノウハウの蓄積で、開発品の製造を可能にしました。
- 一貫加工例
- 圧造
- 切削(→めっき)

-
フォーマーでブッシュ成形後に溝切の切削加工
以前は、圧造という製造方法でセレーションの精度を確保すること、ブッシュ球面の精度を確保することが困難でした。当社では、30年前から圧造による製造を開始、ブッシュ成形のノウハウを蓄積しています。
- 一貫加工例
- 圧造
- 切削
- 転造(→熱処理→めっき)

-
圧造と切削を絡めて複雑形状を製造。
該当の形状を圧造だけで加工しようとすると、精度確保が難しく金型にも大きな負荷がかかることで、金型寿命が短くなります。圧造・切削それぞれのノウハウから、製造の最適化を検討。目的形状を成形するために、最適な製造工程を提案します。
- 一貫加工例
- ヘッダー
- リヘッダ―(→熱処理)
- 転造

-
切削加工を行わずに、塑性加工だけで複雑形状を成形。
通常だと軸部のくびれを切削で加工することとなり、加工費が高く、歩留まりも悪くなります。当初は形状のVA(軽量化)からの提案でしたが、リヘッダ―を使うことで、軸部切削レスを達成しました。
- 一貫加工例
- 切削
- 洗浄
- バリ取り
- 溶接
- ひずみ取り

-
ステンレスパイプを切削し、ステンレスプレートをTIG溶接で溶着。
TIG溶接では、溶着強度要求が高いので、溶接条件を設定し、電流などパラメータで溶接条件を管理。引張試験機で溶接剥がれを評価し、溶着強度保証を行っています。
鉄も非鉄金属も加工できる鉄/アルミ/ステンレス/チタン


鉄はもちろん、アルミ、ステンレス、チタンの加工ができます。
【製品例】
- 高強度ステンレスボルト
- チタンキャップナット
- アルミボルト
たとえば
- case難加工材料や新素材の加工技術開発に対する取り組み
-
開発部門と連携して検証しています。
(FEM解析による加工検証と実機による加工検証)新素材の加工への取り組みの幅を拡げています。
開発部門と連携
- case素材特性に合わせた金型設計・製作の実現
- 素材に合わせた金型構造、金型材料、コーティングなど、専門集団の金型ノウハウが最適な金型製作を実現します。
金型製作も内製で可能自社工場で安定供給・迅速対応
自社内に金型製作工場を保有しています。
金型製作も内製で対応可能です。
リードタイムの短縮や迅速な品質改善が可能です。

たとえば
- case新製品
-
製品作り込み段階で、金型修正が必要。
- 即日修正できます
- 立上リードタイムの削減が可能です
- case量産品
-
金型にトラブルがあっても、即日修正対応できる。
- 迅速に品質改善できます
- 納期遅れになることを防ぎます
ボルトもナットも製造できるノウハウ・強み



専門集団のノウハウで製造する「ボルト」と「ナット」。どちらも製造できる秘密があります。
実は「ボルト」と「ナット」の作り方には違いがあります。
| 材料が違う |
生産技術に差がある
各々の材料の特性(熱処理性、加工性など)を活かした最適な材料選定が可能だから製造できる |
|---|
| 製造設備が違う |
ヘッダとフォーマ、転造とタップ
コスト、品質、精度を考慮して、設備の特性を活かした工程の設定が可能だから製造できる |
|---|
| 工法・工程の組み合わせが違う | 専門集団だから、加工ノウハウを融合した最適な工程設計、金型設計が可能だから製造できる |
|---|
保有設備一覧
| 設備名称 | 仕様 | 保有台数 |
|---|---|---|
| パーツフォーマー | 5D-5B | 2台 |
| 6D-6B | 7台 | |
| ヘッダー | 1D-2B | 1台 |
| 2D-2B | 8台 | |
| 2D-3B | 4台 | |
| 3D-3B | 1台 | |
| 4D-4B | 2台 | |
| ローリング | 板ダイス式 | 6台 |
| ロータリー式 | 6台 | |
| タッパ― | 17台 | |
| NC旋盤 | 14台 | |
| 自動盤 | 4台 | |
| プロジェクション溶接機 | 12台 | |
| TIG溶接機 | 1台 | |
| センタレス研削盤 | 1台 | |
| トリーマー | 1台 | |
| リヘッダー | 1台 |
- ねじ製造技術のキホン[圧造編]第一工業のねじ製造技術
- 「ボルト」も「ナット」も製造する第一工業が、ねじ製造技術のキホン「圧造加工」についてまとめました。「ボルト」と「ナット」それぞれの加工工程を写真付きで分かりやすく説明します。「圧造加工」のキホンがわかる技術資料です。
![ねじ製造技術のキホン[圧造編]第一工業のねじ製造技術](/img/about_technology/technology_pdfimg_heading.png)
- ご紹介PDFをみる
- ねじ製造技術のキホン[切削・溶接編]第一工業のねじ製造技術
- 「切削」も「溶接」も行う第一工業が、ねじ製造技術のキホン「切削加工」「溶接加工」についてまとめました。各加工工程を写真付きで分かりやすく説明します。改善事例も掲載。ねじ製造の「切削加工」・「溶接加工」のキホンがわかる技術資料です。
![ねじ製造技術のキホン[切削・溶接編]第一工業のねじ製造技術](/img/about_technology/technology_pdfimg_cutting_welding.png)
- ご紹介PDFをみる
会員登録ログイン
資料ダウンロードにはパスワードが必要です。
会員パスワードをご入力ください。
新規会員登録をする
会員登録フォーム
下記よりご登録いただいたメールアドレス宛てに会員パスワードを送らせていただきます。
※半角英数字でご入力ください
会員登録フォーム:確認画面
ご入力内容に間違いなければ「送信」ボタンを押してください。